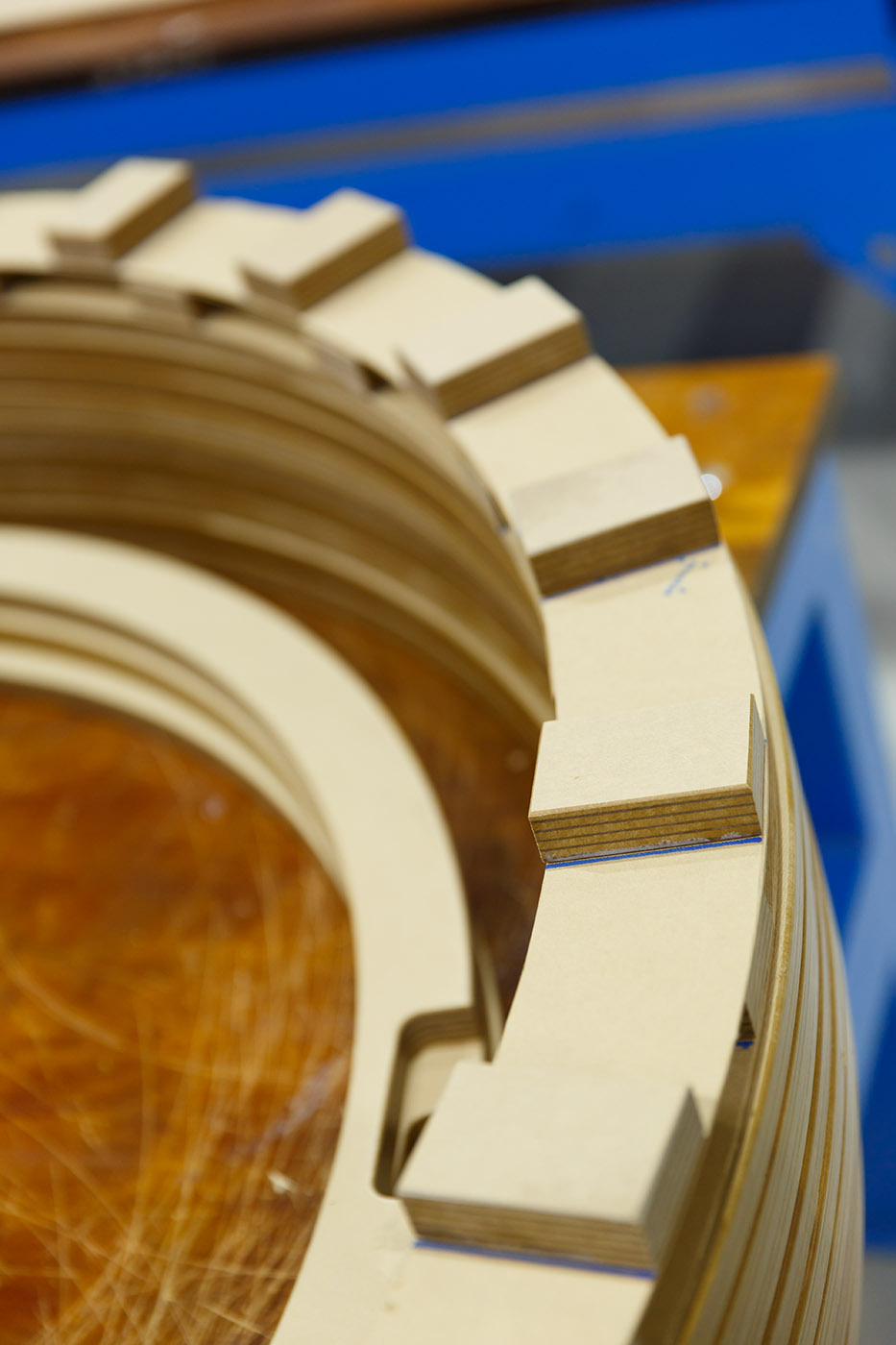
Остов трансформатора изготавливается при помощи полностью автоматизированной линии раскроя и сборки пакетов магнитной системы. Стержень равномерно прессуется методом струбцины с использованием толстых прессующих пластин, закрепляемых с обеих сторон, и бандажируется слоями стеклоленты по наружной поверхности.
Результат: Снижение уровня шума
Верхние и нижние ярмовые балки соединены прессующими пластинами, передние и задние — стяжными. Таким образом, конструкция сердечника представляет собой жесткую раму, состоящую из ярмовых балок, прессующих и стяжных пластин.
Результат: Защита электротехнической стали от механического воздействия при подъеме активной части и в режиме коротких замыканий вне зоны действия релейной защиты
Изоляция
В местах концентрации электрического поля, таких как конец высоковольтной обмотки, установлена защита оптимальной формы. Барьерная изоляция применяется в промежутках между обмотками, находящимися вблизи от равномерного электрического поля, при этом масляные зазоры формируются при помощи электрокартонных барьеров.
Результат: Улучшение прочности и обеспечение устойчивого функционирования изоляции.
Конструкция изоляции и технология изготовления ультравысокого вакуума являются собственными разработками.
Результат: Обеспечение надежности и долговечности изоляции.
Обмотки трансформатора
Производство различных типов высоковольтных обмоток, ориентированных на большую силу тока.
Результат: Оптимальная конструкция обмотки, реализованная с учетом таких характеристик, как напряжение и сила тока.
Изготовление в чистом помещении при осуществлении контроля пылесодержания.
Результат: Обеспечение высокого качества и надежности обмотки посредством предотвращения проникновения пыли и посторонних веществ, вызывающих частичный разряд.
Изготовление в помещении с регулируемой влажностью и температурой.
Обеспечение высокого качества и надежности обмотки путем предотвращения изменения размеров изоляции в связи с влагопоглощением.
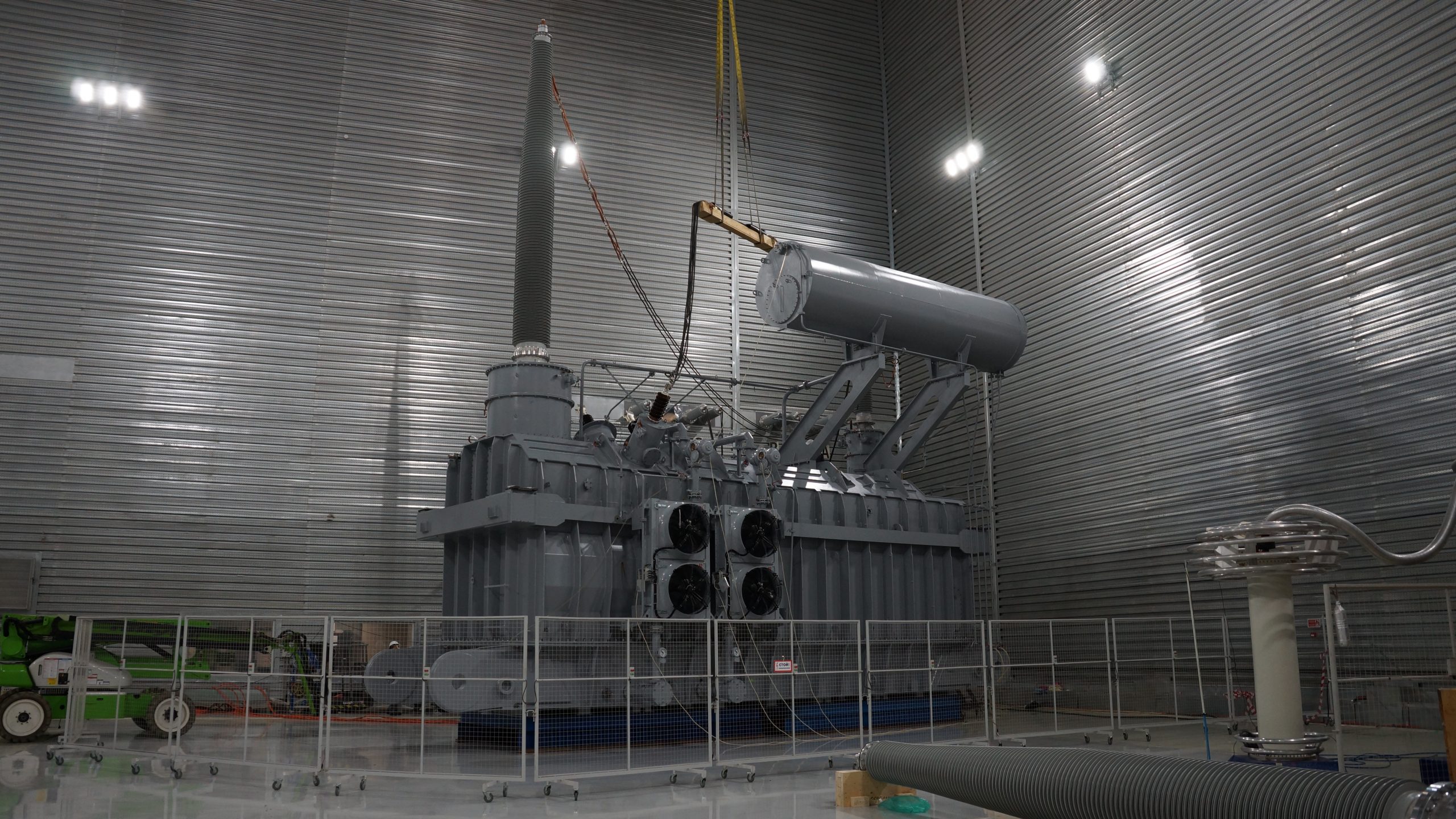
Активные части трансформатора
Сборка активных частей трансформатора производится в чистом помещении при обеспечении контроля пылесодержания.
Результат: Получение высококачественного продукта путем предотвращения проникновения пыли и посторонних веществ, вызывающих частичный разряд.
Сушка активных частей трансформатора производится в паровой фазе с использованием специальных масляных паров. После сушки трансформатор заполняется маслом в высоком вакууме.
Результат: Обеспечение высокого качества и надежности обмотки путем регулирования влажности в твердом изоляционном материале.
Бак трансформатора
Почти все части бака трансформатора являются собственными разработками. Стальные листы разрезаются плазморезом ЧПУ, сварка производится автоматически. Полуавтоматическая сварка осуществляется квалифицированными специалистами.
Результат: Различные части бака изготавливаются в соответствии с точными размерами. Высококачественная сварка способствует предотвращению утечки масла.
Испытания
Испытательный центр оборудован мощной конденсаторной батареей, высоковольтным генератором импульсов, мощным частотным конвертором диапазоном от 50 до 200 Гц и пр. Кроме того, используется автоматическая измерительная система, созданная по новейшей технологии. Результат: Применение высокопроизводительного оборудования для испытания трансформаторов различного класса напряжения и мощности. Приемо-сдаточные испытания продукции проводятся с высокой точностью и надежностью.